
- Home
-
VFD Products
- Variable Frequency Drive
-
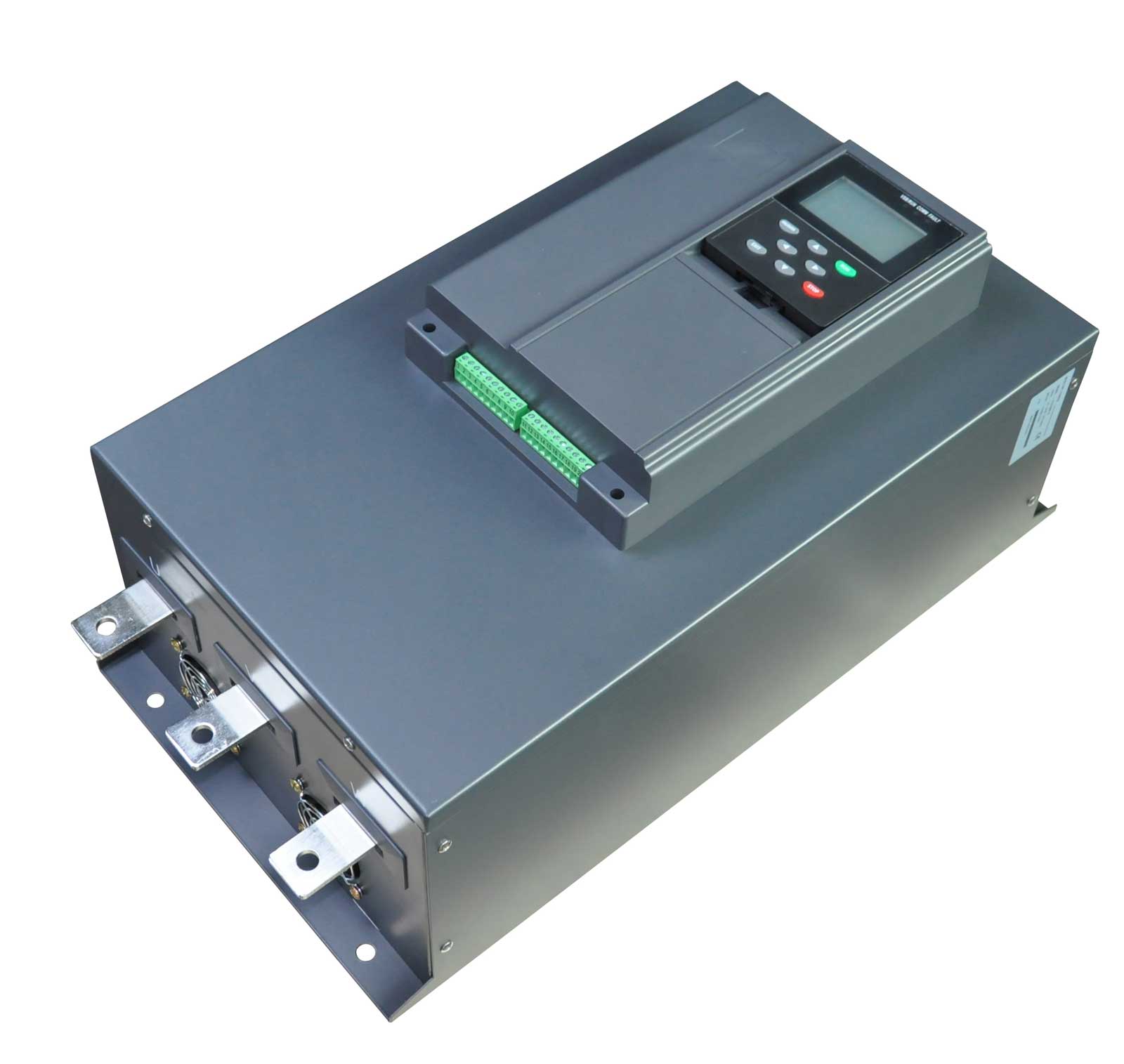
Low Voltage VFD

FST-650L Vector Control Inverter - VFD & Frequency Converter
High performance vector, low speed high torque output, rich and powerful functions, stable performance
Learn More + -
Elevator VFD

FST-820 Elevator VFD 3.7-37KW Closed-Loop Vector Control
High performance elevator dedicated vector control frequency converter
Learn More + -
High Voltage VFD

High Voltage VFD 6kV/10kV | Medium Voltage Drive for Industrial Motors
Provide users with comprehensive high-voltage (asynchronous, synchronous) AC motor soft start, speed regulation, and intelligent control solutions
Learn More + - VFD Accessories
-
HMI Display Screen

Industrial HMI Touch Screen Display 4.3\7\10.1
Our industrial HMI display screens include 4.3-inch, 7-inch, and 10.1-inch touch panel options. Featuring ARM Cortex-A7 dual-core 1GHz processor, these HMI interfaces support seamless communication with PLCs, VFDs, and servo drives
Learn More + -
Drive braking
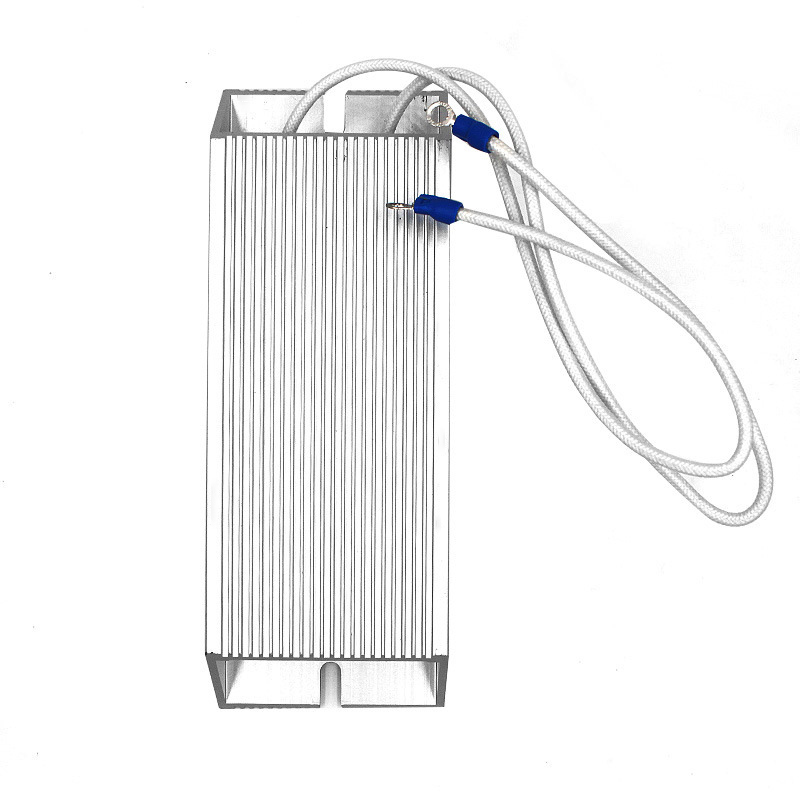
Fixed Resistors
Elevator brake resistor, frequency converter brake resistor, servo resistor, aging resistor, braking unit resistor, driving resistor
Learn More + -
OEM VFDs

Water pump dedicated frequency converter all-in-one machine
To meet the personalized and industry-specific needs of customers, it adopts a frequency conversion energy-saving control integrated cabinet mode
Learn More + -
Wave Filter

FST Series Input Output Filters for VFD
FST series input output filters are EMC filters for VFDs and servo systems. These passive harmonic filters suppress power line interference and reduce EMI. Available as FST input filters (grid side) and FSTL output filters (motor side), rated 5A-1600A, 220V/380V/440V. Three-stage design ensures high impedance across broad frequencies, compatible with all inverter brands.
Learn More + - Soft Starters
-
Built-in bypass soft starter
FST-3000 Built-in Bypass Soft Starter 5.5-630KW
The new generation of built-in bypass multifunctional intelligent soft starter has strong anti-interference performance, complete protection functions, as well as multiple control modes and support for remote communication protocols
Learn More +
- VFD Industry Solutions
- About AnyHz
- Service and Support
- Contact AnyHz







 Contact Us
Contact Us


